- 首页
- 关于我们
-
产品中心
- 微波能产品 微波加热箱、微波坑槽养护车 微波热再生沥青拌合站设备 微波烧结设备 微波木材烘干机 微波盒饭加热干燥杀菌机 微波氢氧化镍干燥机 旋转烘焙干燥机 微波茶叶杀青机食品通用设备 微波电池材料干燥设备 黄粉虫干燥设备 微波纸制品干燥机 药品食品真空微波干燥设备 肉制品食品微波高效杀菌设备 微波化工粉体料干燥设备 调味料微波杀菌机 微波中药材萃取设备 农副产品微波干燥杀菌机 微波污水干燥机 坚果开口干燥机 调味料微波杀菌机
- 空气能产品 一体式空气能烘干机 空气能热泵干燥设备 茶叶烘干机去水灭菌干燥机 热泵木材干燥房 虾米热泵干燥机 中药材干燥机 花椒空气能热泵干燥房 高温热泵衣物干燥机 海产品虾米专用热泵干燥机 八角茯苓热泵干燥房 热泵烟叶干燥机 热泵佛香干燥机 热泵纸板干燥机
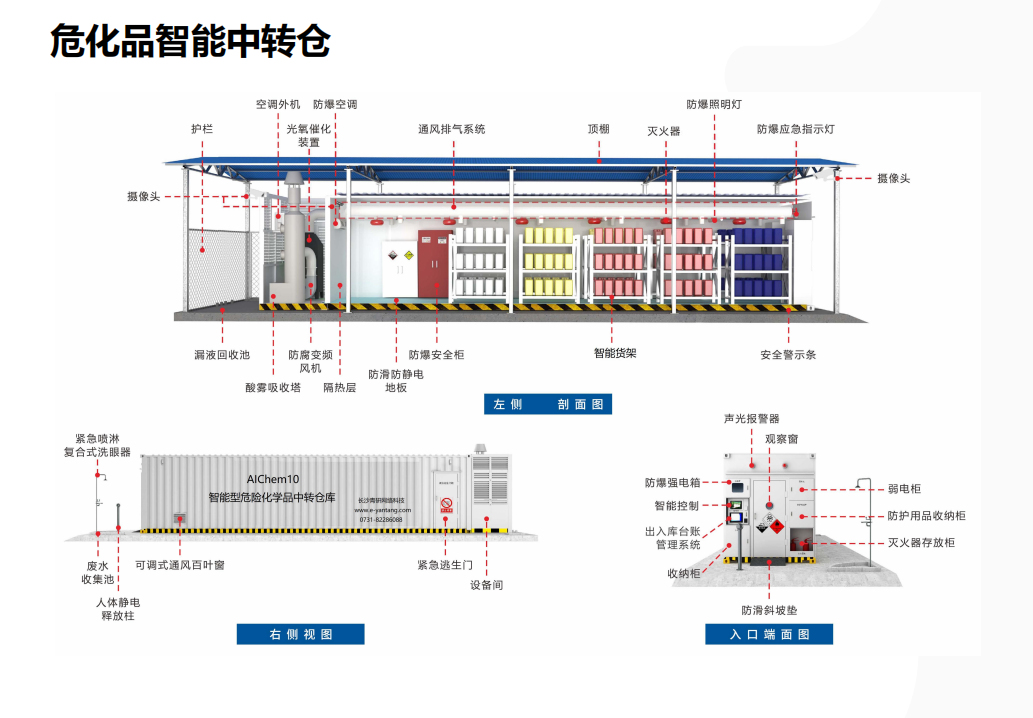
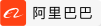
- 智能产品 智能公章 隧道通风智慧系统及装备 快速筛分检测仪 危化品智能中转仓 智能试剂柜
- 公司实力
- 新闻中心
- 应用案例
- 联系我们